If it doesn't clap then something is wrong and it has to be corrected. The first thing you could do but should never do is make it clap with your finger. Your fingers should never be near the clapper box when it is in operation. If you push down on it during the return stroke you can manually make it clap. Never, never do this. If you find yourself tempted remember that you are about to violate a safety rule instead of doing the smart correct thing.
The clapper box might simply have some stray swarf in it and need to be cleaned out. Most clappers are held in place with a simple taper pin. Just knock out the pin and clean the clapper box out. It might be binding because it needs lubrication. If so add some – a little machine oil will do.
Frequently, clapper boxes that work perfectly well in the upright position will fail to clap when they are tilted at angles for dovetail cuts or simply for vertical cuts.
If freeing up any binding fails to get your clapper box clapping, then consider adding some weight to the end. If you hang a donut of lead weight on the end of the clapper it will usually clap. Be sure the weight is somehow secured to the tool holder so that it doesn't just get launched into your face. Sometimes simply repositioning your tool so that it extends further out of the tool holder repositions the weight sufficiently to cause proper clapping action.
Logan shapers come with a spring attached to the clapper box and a washer with a flat spot so that the spring can be effectively removed from the clapper action if and when desired.
Clapper Box Spring Photo by Pete Schaeffer
Sometimes your clapper box can clap too well. I was recently making a cut across 2 inches of aluminum and the darn clapper was making a dent in the work piece almost exactly in the middle of the return stroke. When this happens you are probably doing something wrong – I was. If your tool travels past the work piece too far during the ram return stroke the tool hits the work piece with too much speed. This causes the clapper to take a big bounce and (as in my case above) it can actually damage the finish. A properly adjusted shaper stroke should only cut ¼ to ½ inch past the end of the work piece.
Pete Schaeffer recently posted details on the Internet for remanufacturing his return spring on a Logan 8" shaper. With his permission we have two pictures illustrating his clapper box return spring assembly and the following explanation:

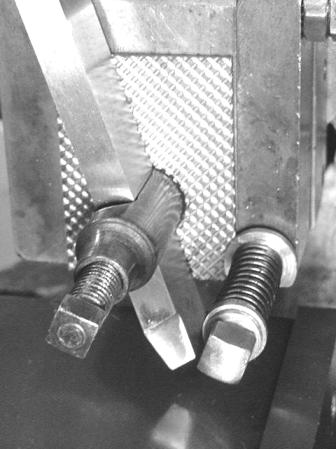
Clapper Box Spring Parts Photo by Pete Schaeffer
“The spring is ten turns of .065" piano wire, wound on a 5/16" mandrel and then stress relieved for an hour at 500 degrees F. It's about right.
“The bolt is about 1-3/4" long, threaded 1/4-20. Its head is 7/16" square, allowing it to be turned with the same wrench that is used on the tool post. This also allows the bolt to be turned from 1/2" stock.
“The small top collar turns out to be unnecessary, since there's a collar turned right into the bolt head. Still, if the spring had turned out to be a little wider, it would need that top collar to retain it.
“The bottom collar is wide enough to catch the edge of the clapper, holding it shut after the backstroke. There's a flat milled on one edge of the collar, which lets me release the clapper from spring pressure without having to remove the whole spring assembly. I just twist the collar so that the flat is over the clapper, giving clearance.
“Top and bottom collars are a sliding fit on the bolt. They could also have been made a close fit on the inside of the spring, too, but I made them before making the spring. It's tough to predict what the final diameter of a spring is going to be.”
Thank you, Pete, for that info. As you can see, Pete is not only doing good work on shapers but is also a good communicator and photographer. I hope to have more of his input in future columns.
Keep sending email with questions and interesting shaper stories.
My email address is KayPatFisher@gmail.com.