 12" in diameter and about 2 or 21/2 thick on the rim.
12" in diameter and about 2 or 21/2 thick on the rim.Barn Door Wheels
View this page without the background click HERE
This is a job that comes into our school shop once or twice a year. A local saw mill builds barns and uses these wheels to make the doors easier to roll open and closed.
The come to us like this:
12" in diameter and about 2 or 21/2 thick on the rim.
We have always done them on the old LeBlonde lathe but I wanted to try doing the job on the CNC lathe. Just see if I could get the machine to do it.
I transferred the arbor to the CNC lathe and started to think about what would need to be done to make it work. Due to the diameter of the pieces the carriage could not move far enough to the left before running into the part. The solution was to move the tool to the left while allowing the clearance needed. I made an auxiliary tool holder to replace the usual CXA tool post used on this machine. I found a piece of 3x3 cold rolled steel in the shed and lopped off an 8" long piece. After squaring up the piece I machined a slot in one end to accept the 3/4 square H.S.S. tool bit I planed to use. The other end got a 2" wide slot to accept a key that fit into the tool post riser. This was to keep the tool holder from rotating under the cutting pressure.
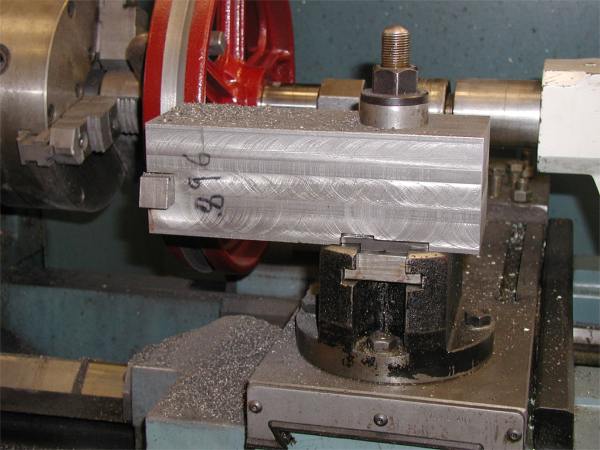 The number 898 was the dimension I wanted to hold from the bottom of the tool
holder to the bottom of the tool slot.
The number 898 was the dimension I wanted to hold from the bottom of the tool
holder to the bottom of the tool slot.
The tool holder worked out exactly as I had hoped. There is little vibration and no unexpected tool movement.
This is what it look like as the part is being machine.
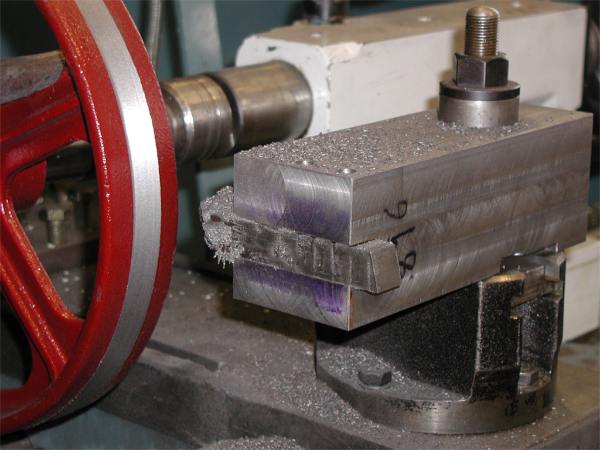


The tool in feeds somewhat like a threading tool That is it comes in at a 45 degree angle, cuts to a specific depth and withdraws. Then it moves about .050 more to the right and repeats the plunge cut. This is repeated until the cut is full depth. The tool then makes a light pass up the left side of the groove back to the O.D.

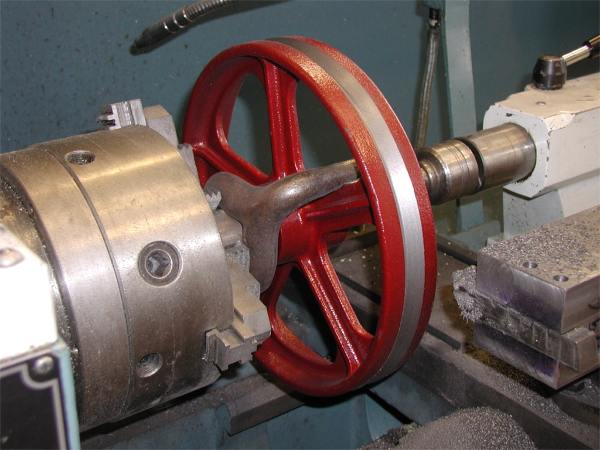 The right picture show the lathe dog which is mounted on the arbor. The
lathe chuck drives the arbor and the dog drives the part.
The right picture show the lathe dog which is mounted on the arbor. The
lathe chuck drives the arbor and the dog drives the part.
The cycle time is about 25 minutes. The part is turning at 40 rpm. I used 50 sfpm as a cutting speed with the H.S.S. tool.
I started out a 2.0 ipm feed and quickly ate up the cutting edge. Hmmm. Stop and think. 2.0 ipm divided by 40 rpm gives .050 feed per revolution. THAT could have something to do with the tool problem. I cut that to .1 ipm which divides out to .0025 feed per revolution. Much better and the tool is lasting nicely.
I had written the program by hand and then typed into Notepad. I asked another teacher to proof read my typing and she found several mistakes. I fixed those and loaded the program in the lathe. On the first piece three passes went pretty well but on the fourth pass the tool continued to move to the left past where I expected it to back out. What the heck??? Back to the computer, back to the lathe, back and forth a bunch of times. Finally my feeble mind noticed that what should have been Z-.375 was typed as Z-375. Point 375 is a whole lot different than 375 for sure. With that error fixed the job is running nicely and should be completed this week.